Elektrotechnik neu denken.
Variantenvielfalt beherrschen. Kosten senken.

Stefan Safran, Leiter Business Unit
Wünschen Sie mehr Informationen? Wir freuen uns auf Ihre Kontaktaufnahme!
Telefon: +423 377 13 33 | E-Mail
Maschinen werden modularer. Optionen nehmen zu. Varianten explodieren. Was aus Marktsicht ein strategischer Vorteil ist, entwickelt sich im Engineering vieler Maschinen- und Anlagenbauer zu einem strukturellen Engpass. Denn in klassischen Elektroplanungsansätzen ist die gesamte Beziehungs- und Verbindungslogik direkt im Elektroschema verankert. Jede Änderung beeinflusst das Gesamtsystem. Varianten führen zu Kopien, Sonderlösungen und wachsender Intransparenz. Mit steigender Produktvielfalt wächst die Komplexität schneller als die Organisation mit den bestehenden Systemen skalieren kann.
Die Herausforderungen: Wachsende Variantenvielfalt in den Maschinenausführungen
Moderne Maschinenplattformen entstehen nicht mehr als starre Einzelprojekte. Sie bestehen aus modularen Baugruppen, kundenspezifischen Anpassungen und einer Vielzahl optionaler Erweiterungen. Jede verkaufte Maschine ist eine Konfiguration – keine Kopie.
Doch wenn jede Variante im Schema selbst „eingebrannt“ ist, entsteht eine strukturelle Abhängigkeit: Änderungen werden riskant, Erweiterungen aufwendig und die Übersicht geht verloren. Engineering wird zum Engpassfaktor in der Organisation.
Mit weitreichenden Folgen: die Durchlaufzeiten sind hoch, das Engineering ist in der Abwicklung von Kundenaufträgen absorbiert und Wachstum wird zur Falle, da es sich nur über erhöhten Ressourceneinsatz abbilden lässt und damit unwirtschaftlich wird.

Das Hochleistungsheissprägesystem CHEETAH: Klassische Elektrotechnik kommt bei 20 Optionen und 120 Varianten an ihre Grenzen. Die konzeptionelle Neustrukturierung mit dem Pantec Data Editor war die Grundlage für einen Auftragsabwicklungsprozess, der die Herstellung der Schaltanlagen ohne Engineeringaufwand mittels Konfigurator zur Kommissionierung durch die AVOR ermöglicht.
Die Lösung: Der Pantec Data Editor.
Die Trennung von Struktur und Ausführung
Die Lösung dieses Problems liegt in der konsequenten Separierung jener Daten, die im klassischen Elektroschema untrennbar miteinander verknüpft sind – und genau dadurch Intransparenz, Änderungsrisiken und Fehleranfälligkeit verursachen.
Was zunächst einfach klingt, ist in Wirklichkeit eine tiefgreifende, neue Architektur der Elektrotechnik.
Die strukturbestimmenden Daten werden aus dem Elektroschema herausgelöst und in ein eigenständiges, strukturelles Produktmodell überführt. Verwaltet und modelliert werden diese Informationen im Pantec Data Editor. Auf dieser Grundlage entsteht eine klare, skalierbare Systemarchitektur, die Variantenvielfalt beherrschbar macht.

Der Pantec Data Editor trennt konsequent zwischen Struktur (Komponenten, Optionen, Varianten und Abhängigkeiten) und Ausführung im ECAD-System und bildet damit die systemunabhängige Grundlage für unterschiedliche ECAD-Plattformen (z. B. EPLAN oder Rotring Engineering Base). In Kombination mit E3.series von Zuken wird sogar die vollautomatische und durchgängige Generierung sämtlicher Fertigungsdokumente ermöglicht.
Dieser Ansatz trennt konsequent zwischen Struktur und Ausführung.
Die Struktur umfasst sämtliche produktdefinierenden Elemente: Komponenten, Attribute, Optionen, Varianten sowie deren technische Abhängigkeiten. Sie wird CAD-unabhängig im Pantec Data Editor aufgebaut, modelliert und standardisiert. Hier entsteht die vollständige, konsistente Beschreibung Ihrer Maschinenplattform – unabhängig von konkreten Projekten oder einzelnen Stromlaufplänen.
Die Ausführung ist die elektrische Umsetzung im ECAD-System – in Form eines Masterschemas. Aus diesem Masterschema werden sämtliche Fertigungsdokumente für den kommissionierten Auftrag abgeleitet: Elektroschema, Klemmenpläne, Betriebsmittelkennzeichnungen (BMK) sowie weitere produktionsrelevante Unterlagen. Diese Daten bilden auf Detailebene exakt das ab, was zuvor strukturell definiert wurde – nicht mehr und nicht weniger.
Diese Trennung verändert die Rolle des Schemas grundlegend.
Das Elektroschema ist nicht länger Träger von Variantenlogik, sondern reine Ausführungsebene. Logik, Abhängigkeiten und Variantenintelligenz liegen nicht mehr implizit im Schema verborgen, sondern explizit im strukturierten Produktmodell.
Das Ergebnis ist eine stabile, transparente und erweiterbare Architektur.
Das Schema wird beherrschbar – selbst bei wachsender Variantenvielfalt.
Änderungen werden kontrollierbar. Erweiterungen werden planbar. Wachstum wird skalierbar.
Integrierter Auftragsabwicklungsprozess für Schaltanlagen: automatisches Erstellen des Panellayouts inklusive!
Eine saubere Trennung von Struktur und Ausführung ist die Grundlage für einen hohen Automatisierungsgrad bei der Dokumentenerstellung. Dabei kann der Vertrieb mit Hilfe eines Produktkonfigurators die Zusammenstellung der Maschine
definieren. Diese Daten werden von der AVOR direkt ins Zuken E3 übernommen und ein Masterschema für die spezifische Konfiguration erstellt
➡️ Daraus werden auf Knopfdruck die Fertigungsdokumente (Schema, BOM, Prüflisten etc.) generiert
➡️ Als Highlight – wie im Video gezeigt - können die Daten aus E3 in Solid Edge® von Siemens importiert werden, wo dann auf Basis der in den Artikeldaten hinterlegten Positionsbezeichnungen das Panellayout automatisch erstellt wird
Die Vorteile im Engineering
Die Trennung von Struktur und Ausführung verändert nicht nur die Technik, sondern die Arbeitsweise im Engineering grundlegend.
Klare Trennung schafft Unabhängigkeit: Sichere Änderungen, paralleles Arbeiten
Änderungen an Optionen oder Varianten wirken nicht mehr unkontrolliert auf bestehende Projekte. Erweiterungen lassen sich strukturiert integrieren. Mehrere Entwickler können parallel arbeiten, ohne sich gegenseitig zu blockieren. Das System bleibt stabil – auch wenn das Produktportfolio wächst.
Engineering wird planbar statt reaktiv.

Die klare Trennung von Struktur und Ausführung ermöglicht sichere Änderungen, paralleles Arbeiten und eine jederzeit eindeutig definierte Datenvollständigkeit über alle Varianten hinweg. Durch den Top-Down-Ansatz entsteht aus der Systemarchitektur eine stabile, konsistente Ableitung des Schemas – planbar, transparent und skalierbar.
Die Vollständigkeit der Daten ist zu jedem Zeitpunkt eindeutig definiert
Jede Konfiguration basiert auf einer strukturierten, validierten Datenbasis. Abhängigkeiten sind explizit definiert. Komponenten werden nicht „vergessen“, sondern systemisch gesteuert. Die Vollständigkeit ist kein Erfahrungswert einzelner Mitarbeiter, sondern ein definierter Systemzustand.
Das schafft Transparenz über alle Varianten hinweg.
Der Ansatz erlaubt, Top-Down zur fertigen Struktur hinzuarbeiten
Statt Stromlaufpläne Bottom-Up wachsen zu lassen, beginnt die Entwicklung mit der Systemarchitektur. Der Konfigurationsbaum definiert die Logik, das Schema ist die Ableitung. Sie arbeiten vom Produktmodell zur Ausführung – nicht umgekehrt.
Das reduziert Iterationen und erhöht die konzeptionelle Qualität der Elektroplanung.
Die Vorteile in der Auftragsabwicklung
Vorweg: Bereits die Überleitung der Schemadaten in Fertigungsunterlagen auf Basis der strukturierten Daten des Pantec Data Editors – in Kombination mit den Pantec Tools zur automatisierten Ausleitung der jeweiligen Dokumente – macht jeden Arbeitsvorbereitungsprozess deutlich effizienter. Und zwar unabhängig vom eingesetzten ECAD-System.
Im Falle der Integration von E3.series von Zuken entsteht darüber hinaus ein vollständig durchgängiger Prozess. Im Zusammenspiel mit dem aus dem Pantec Data Editor abgeleiteten Konfigurator entsteht ein vollumfänglicher, per Knopfdruck kommissionierbarer digitaler Zwilling der Schaltanlage – bis auf Betriebsmittelebene.
Systemkonfigurationen werden automatisiert in das Schema überführt. Fertigungsunterlagen werden vollständig und konsistent generiert. Änderungen werden zentral im Strukturmodell gepflegt und stehen im gesamten ECAD-System unmittelbar zur Verfügung.
Vertrieb und AVOR können konfigurieren, ohne jedes Mal das Engineering einbinden zu müssen. In-Process-Änderungen bleiben kontrollierbar, nachvollziehbar und fehlerfrei.

Der Pantec Data Editor bildet die systemunabhängige Grundlage für unterschiedliche ECAD-Systeme und steigert die Effizienz in der Dokumentationsausleitung deutlich. In Kombination mit E3.series von Zuken entsteht darüber hinaus ein vollständig durchgängiger, vollautomatisierter Prozess bis zur fertigen, konsistenten Fertigungsdokumentation.
Die praktische Umsetzung am Beispiel des Flachprägesystems RHINO
Das Flachprägesystem RHINO X ist ein aktuelles Projekt, bei dem wir als Partner im Schaltanlagenbau sowohl für die Elektroplanung als auch die Auftragsabwicklung der Schaltanlagen verantwortlich sind. Auch hier bewegt sich die Komplexität der Maschine in einem Bereich, der ohne moderne Entwicklungstools kaum zu bewältigen wäre.
RHINO® X bringt hochwertige Veredelung und kosteneffizienten Markenschutz in die flexible Verpackungsindustrie. Als Offline-Konfiguration mit einer Bahngeschwindigkeit von bis zu 200 m/min ist RHINO® X eine wertvolle und produktive Ergänzung der Möglichkeiten jeder flexiblen Druckerei.
Die Abwicklung von Kundenbestellungen, selbst bei 24 Optionen in 83 Varianten, erfolgt mithilfe des Pantec Prozesses äusserst effizient und flexibel.
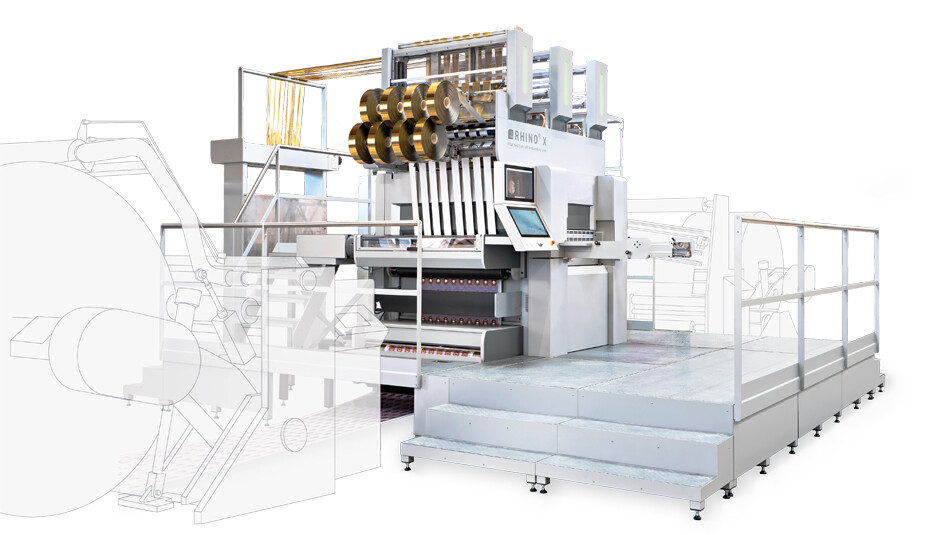
Offline-Prägesystem RHINO X: Selbst bei 24 Optionen die in 83 verschiedenen Varianten konfiguriert werden können ist der Auftragsabwicklungsprozess von Vertrieb und AVOR steuerbar, ohne dabei auf die Unterstützung des Engineering-Teams angewiesen zu sein.
.
RHINO X: Auftragsabwicklungsprozess der Schaltanlage
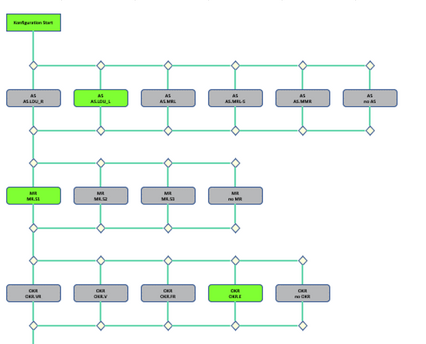
1. Auftragskonfiguration festlegen
Der Vertrieb des Maschinenbauers definiert gemeinsam mit dem Kunden am Konfigurator den Auftrag. Durch Plausibilitätsprüfungen und andere Checks ist eine gültige Konfiguration sichergestellt.
Das Konfigurationsfile wird in Folge der Pantec Arbeitsvorbereitung zur Aufbereitung der Produktionsunterlagen bereitgestellt.
Das Konfigurationsfile kann - bei entsprechender Implementierung beim Maschinenbauer - auch für die mechanische Herstellung der Maschine genutzt werden.
2. Auftragsschema kommissionieren
Der AVOR Mitarbeiter lädt das ECAD-Masterfile in einem Viewer Programm und importiert das Konfigurationsfile zur Anpassung auf den Kundenauftrag.
Damit liegt das kommissionierte Auftragsschema vor.

3. Fertigungsunterlagen erstellen
Mit Hilfe des Pantec Publishers werden Fertigungsunterlagen wie das kommissionierte Schema, BOM, Prüflisten etc. auf Knopfdruck generiert.
Zudem wird für die Montage und Prüfung ein digitales Datenset erstellt, welches die Source für diverse Hilfetools in der Produktion darstellt.
4. Montage und Verdrahtung
Der Monteur bekommt die Auftragsdaten in rein digitaler Form bereitgestellt. Dabei unterstützen ihn Tools wie der Panel Builder (zeigt die Bestückung der Schaltanlage) und das Wiring Cockpit (angeleitete Verdrahtung der Komponenten) bei der effizienten Erledigung seiner Arbeit.


5. Prüffeld
Auch der Prüffeldmitarbeiter bekommt seine Unterlagen wie Prüfanleitungen, Prüfprotokolle und Checklisten digital bereitgestellt.
6. Auftragsänderungen
Im Falle von Änderungen während der Produktion werden diese im Konfigurator erfasst, die Aktualisierung der Fertigungsdaten erfolgt wieder in der AVOR wie unter Punkt 2. beschrieben.
Ist die Variantenvielfalt gelöst, sind auch die Folgeprobleme gelöst
Wer Varianten strukturell beherrscht, reduziert nicht nur technische Komplexität – sondern auch wirtschaftliche Reibungsverluste.
Kostendruck
Der steigende Kostendruck zwingt Maschinenbauer dazu, Teile der Elektrofertigung intern zu optimieren oder international auszulagern. Doch für wirksame Massnahmen innerhalb der Organistation fehlt bis anhin die konzeptionelle Grundlage. Und auch bei der internationalen Auslagerung stehen grobe Hürden auf dem Weg: Ohne eindeutige, skalierbare Produktionsdokumentation entstehen Rückfragen, Qualitätsrisiken und versteckte Prozesskosten. Sprachbarrieren, unvollständige Dokumentationen und komplexe Variantenstände führen zu ineffizienten Abstimmungen im Schaltschrankbau.
Die zentrale Herausforderung besteht darin, eine autonome und skalierbare Fertigungsgrundlage zu schaffen. Der Pantec Data Editor ist dafür die Grundlage.
Kostenproblem 1: Hohe Prozesskosten durch Variantenvielfalt und Komplexität
Der Pantec Data Editor bildet die Grundlage für einen konfigurierbaren digitalen Kommissionierungszwilling. Die Engineering-Kette für variantenreiche Schaltanlagen wird automatisiert. Für jede Konfiguration entstehen vollständige Fertigungs- und Endkundendokumentationen.
Das Ergebnis: reduzierte Prozesskosten über Vertrieb, Engineering und AVOR hinweg, verkürzte Durchlaufzeiten und realistische Einsparpotenziale von fünf bis zehn Prozent – allein durch strukturelle Effizienz.

Pantec Data Editor als Grundlage, Engineeringentlastung als Ergebnis: ein konfigurierbarer digitaler Zwilling automatisiert die Engineering-Kette für variantenreiche Schaltanlagen und schafft die Voraussetzung, dass AVOR selbständig die vollständige Fertigungs- und Endkunden-Dokumentation für jede Konfiguration erstellt.
Kostenproblem 2: Hohe Herstellkosten von Schaltanlagen
Durch die durchgängige Digitalisierung der Schaltanlage und aller zugehörigen Informationen entstehen neue Fertigungsmöglichkeiten. Standardisierte und vollständig dokumentierte Schaltanlagen können unter optimierten Rahmenbedingungen produziert werden – beispielsweise international verantwortet, qualitätsgesichert und ohne zusätzlichen Koordinationsaufwand.
Gegenüber klassischer DACH-Fertigung lassen sich so Herstellkosten im Bereich von zehn bis fünfzehn Prozent reduzieren, bei gleichzeitig skalierbarer Serienqualität.

Die hohe Dokumenationsqualität ermöglicht sichere standortoptimierte Fertigung mit erheblichen Kostenvorteilen, auf Wunsch verantwortet durch Pantec Liechtenstein. Bei einem Schaltschrank mit einem Einkaufspreis von rund EUR 17.000 lassen sich so die Fertigungsgesamtkosten um ca. EUR 2.823 (≈ 16 %) senken.
Fazit: Vom Kostendruck zur massiven Ergebnisverbesserung für den Maschinenbauer
Das obige Beispiel eines Schaltschranks mit Fertigungskosten von CHF 17.000 am Standort DACH zeigt eindrücklich das Einsparpotenzial:
-
Reduktion der Prozesskosten: CHF 1.740
-
Geringere Fertigungsgemeinkosten durch standortoptimierte Fertigung: CHF 2.823
-
Gesamteinsparung pro Schaltschrank: CHF 4.563 (≈ 26 %)
Bei einer Stückzahl von ca. 100 Maschinen pro Jahr ergibt sich daraus für den Maschinenbauer ein direkter Effekt auf das Ergebnis:
-
Umsatz: ca. EUR 21 CHF (100 Maschinen à CHF 200.000)
-
Branchen-EBIT (6 %): ca. CHF 1.2 Mio
-
Einsparung durch Pantec Produktionssystem: ca. CHF 455.000
-
Neues EBIT: ca. CHF 1.655 Mio (8,3%) → Steigerung um rund 38 %
Problem Skalierbarkeit / Wachstum / Geschwindigkeit in der Umsetzung
Viele Maschinenbauer wachsen organisch, ihre internen Strukturen jedoch nicht im gleichen Maß. Mehr Varianten bedeuten mehr Engineeringstunden. Mehr Aufträge bedeuten mehr Montagekapazität. Wachstum wird teuer und personalintensiv.
Die konzeptionelle Aufteilung der Elektrotechnik in Struktur und Ausführung schafft hier eine neue Grundlage. Sie ermöglicht eine effizient organisierte Elektroplanung, eine autonom agierende Auftragsabwicklung und eine skalierbare Fertigungslogik.
Wachstum entsteht nicht mehr durch proportional steigenden Ressourceneinsatz, sondern durch Systemarchitektur.
Komplexität wird zum Vorteil – wenn die Architektur stimmt!
Variantenvielfalt ist kein Problem.
Unstrukturierte Elektrotechnik ist es.
Wer Struktur schafft, gewinnt Beherrschbarkeit – technisch, organisatorisch und wirtschaftlich.
Interessiert?
Gerne stelle ich Ihnen in einem Webmeeting oder bei einem persönlichen Gespräch vor Ort vor, wie der Pantec Data Editor erfolgreich eingeführt werden kann.
Schreiben Sie mir einfach eine E-Mail - ich melde mich bei Ihnen!

